The quality, safety, and longevity of goods from many businesses rely on the humidity or moisture that is present during production/testing. Even small changes in humidity would affect the materials used and how they behave (in the case of chemistry). Therefore, humidity chambers were created to allow researchers to control various levels of humidity and temperature when testing how products behave under an array of environmental conditions and stresses.
What is a Humidity Chamber?
A humidity chamber is a test device used to replicate controlled temperature and humidity conditions to test the stability of product performance and stability in different industries that include pharmaceuticals, electronics, and packaging, among others.
The humidity chamber exposes the products to a wide variety of environmental conditions (temperature, relative humidity, etc.). Hence, it evaluates the products in terms of any alteration of physical and chemical properties that can happen throughout exposure to the environmental conditions.
Why Industries Need a Humidity Chamber
Industries require humidity chambers to replicate real-life humidity and temperature conditions so that the industry can carry out tests on product durability, stability, and performance to ensure that products meet quality control, accelerated aging, and/or regulatory compliance to avoid costly failures and recalls in the electronics, pharmaceutical, automotive, and many other industries.
Here are some key reasons why industries need a humidity chamber:
-
Quality Assurance & Reliability: Ensuring that products are manufactured to meet the industry standards and work reliably in varying environmental conditions through the rapid identification of quality defects.
-
Accelerated Aging: Causes the product to deteriorate faster to approximate shelf life and long-term product performance, which saves years of in-field product tests.
-
Prevention of Failure: Before any product is shipped out to the consumers, problems like rust/corrosion, adhesive degradation, or material breakdown due to excessive humidity or temperature are identified.
-
Regulatory Compliance: Meet regulatory requirements (as in the case of the pharmaceutical industry and ICH requirements) that regulate environmental testing; do not risk being fined or forced to recall products.
-
Research & Development: Development of specifications that investigate how various types of materials, chemicals, and biological materials react with specific levels of humidity and temperature.
Humidity Chamber Diagram with Explanation
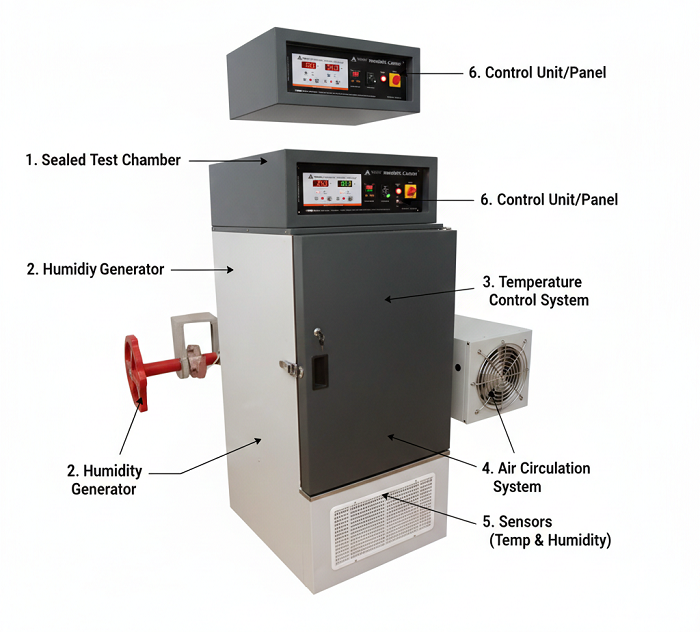
A humidity chamber diagram consists of a sealed test chamber, a humidity generator, a temperature control system, an air circulation system, sensors, and a control unit/panel.
-
Sealed test chamber: The airtight, insulated, protective environment (containers) that is sealed to prevent outside contact with air.
-
Humidity Generator: Typically, a container or vessel (tank) and an ultrasonic humidifier (steam) that introduces water vapor (steam) or moisture into the incubator.
-
Temperature Control System: Heaters/warm air injection system and cooling coil (like a refrigerator) to maintain temperature levels inside the high-protection incubator.
-
Air Circulation System: Fans/blowers continuously generate air movement to circulate the incubators so that there is no cold or hot area within the incubator.
-
Sensors (Temp & Humidity): Electronic devices that are used to continuously monitor the current conditions inside the high-protection incubators.
-
Control Unit/Panel: Electronic control panel/display that enables users to set required temperature and humidity levels within the incubators, collects and displays sensor information, and controls heaters, coolers, and humidifiers based on the defined temperature and humidity settings.
Humidity Chamber Working Principle
The humidity chamber is based on the principle of thermodynamic control and phase change of water. The chamber is controlled with either heating and cooling, water vapor (either steam or spray), or drying substances known as desiccants to control the temperature and the relative humidity (RH). Monitoring of all these factors is done closely with the use of sensors throughout the whole process to ensure that RH levels are kept constant.
How Does a Humidity Chamber Work? Step-wise Procedure
The humidity chamber consists of several steps, such as sample placement, parameter setting, humidification, stabilization, monitoring, automatic adjustment, test duration, and analysis.
Here are the steps described:
-
Sample Placement
To ensure that the distribution of the test samples is uniform within the testing area, the test samples have been put on racks in the test chamber. The shadowing effect of the location of the samples has been removed by placing them in the appropriate location, and each of the test samples is under the same temperature and humidity conditions when the test is conducted.
-
Parameter Setting
The operator is able to enter the required temperature and relative humidity levels via the digital control panel. These levels of temperature and relative humidity are determined on the basis of standard test procedures, product specifications, or scientific aims in order to closely replicate the environment.
-
Humidification
Moisture is added to the chamber through either steam-creating units, a spraying method, or ultrasonic mist makers. The addition of moisture through this method allows for maintaining a stable relative humidity at a specified level and preventing the formation of condensation and/or producing atypical moisture distribution patterns throughout the chamber.
-
Stabilization
Upon introduction of humidity and temperature, air circulation fans evenly distribute conditioned air throughout the chamber. During the stabilization phase, any cool spots or humid-to-dry gradients can be equalized so that all test areas are in the same condition throughout testing.
-
Monitoring
High-precision sensors constantly monitor temperature and relative humidity within the chamber. The received real-time data is sent to the controller to offer a chance to constantly ascertain the fact of the situation that the environmental parameters are within the acceptable tolerance standard provided by the specifications of the chambers.
-
Automatic Adjustment
Through sensor feedback, heating, cooling, humidity, and dehumidification systems are automatically turned on by a controller. The systems operate in a closed loop, providing accurate maintenance of set-level parameters even if there are external factors or changing internal loads.
-
Test Duration
Testing is conducted under controlled environmental conditions for a set length of time (i.e., a specified minimum), which may vary from hours to months depending on the material/product involved. The length of time meets the requirements for assessing how the material/product reacts to moisture over the long term and assessing aging properties.
-
Analysis
The final step in conducting this testing is to examine the physical, chemical, or functional characteristics of the samples once the appropriate test has been completed. Observations are made of physical, chemical, and/or performance-related factors related to the corrosion. deformation, deterioration of performance, and/or the potential for instability; these observations are used to evaluate the quality and reliability of the final product.
Applications of Humidity Chamber
Many different types of industries have adopted the use of humidity chambers for testing several types of moisture and environmental conditions. A few of the primary applications include the pharmaceutical industry, the electronic industry, automotive and aerospace, as well as the packaging and the food & beverage industries.
Here are the applications described:
-
Pharmaceutical
Humidity chambers play an important role in the stability of medications through stability studies. Humidity chambers help determine how long medications are stable when stored in controlled levels of humidity, which in turn allows pharmacies to determine an acceptable shelf life for their products. Thus, evaluate the packaging materials that properly store the medications, and determine how effectively the tablets, capsules, and other medical devices can be stored in a controlled environment of humidity.
-
Electronics
In the field of electronics, humidity chambers are used to test moisture resistance for circuit boards, smartphones, chips, connectors, and more. These tests identify potential risks to circuit boards due to corrosion, loss of insulation, and electrical failure caused by excessive exposure to high-humidity environments.
-
Automotive & Aerospace
Humidity chambers are also applicable to automotive and aerospace industries in the testing of dashboards, wiring systems, seals, and interior parts. Testing These Materials for Long-Term Environmental Stresses to Check the Performance under the Climatic Conditions, including Temperature and Humidity Change.
-
Packaging
Wet testing and dry testing of packaging materials are carried out at a West Test Humidity Chamber. Such kind of testing ensures that a given package type is resistant to damp environmental conditions, preserves the product's freshness, and increases the shelf life when storing or moving.
-
Food & Beverage
Humidity rooms are used in the food and beverage industry in order to identify the sensitivity, stability, and quality of the products in the long run due to moisture. The tests are used in the control of humidity to avoid spoilage, mold, and changes in the texture of the food, which may be caused by insufficient control of the humidity. In such a way, safe consumption of food and raising its shelf life.
Humidity Chamber vs Stability Chamber
Here is a quick difference table describing the difference between a humidity chamber and a stability chamber:
|
Feature |
Humidity Chamber |
Stability Chamber |
|
Primary purpose |
Evaluates the effect of moisture on materials and products |
Assesses long-term stability of products under controlled conditions |
|
Control parameters |
Relative humidity with temperature control |
Temperature, humidity, and optional light control |
|
Typical applications |
Electronics, automotive, packaging, materials testing |
Pharmaceuticals, biotech, food, and chemical products |
|
Test duration |
Short- to medium-term testing |
Medium- to long-term stability studies |
|
Compliance standards |
ASTM, IEC, ISO testing standards |
ICH, WHO, FDA stability guidelines |
|
Product focus |
Component and material performance |
Drug formulation and shelf-life evaluation |
|
Cost range |
Generally lower than stability chambers |
Higher due to advanced control and compliance features |
|
Usage environment |
R&D labs and industrial testing facilities |
Pharmaceutical QC labs and regulatory environments |
Humidity Chamber by Testronix: Best Laboratory Equipment
The humidity chambers manufactured by Testronix combine actuality, reliability, and user-friendliness while being ideal for use in accordance with the international standards of testing, so you can have the most precise humidity and temperature control possible with a tough housing and high-class digital controllers.
With an even airflow pattern, the accuracy of the sensors, and the ability to design your own test programs, Testronix humidity chambers are suitable for laboratories, R&D facilities, and industrial applications of quality control. They are efficient and have low maintenance requirements, making them the most reliable and repeatable humidity testing.
Conclusion
The purpose of a humidity chamber is to provide an environment where products can be tested to see how they perform when exposed to high levels of humidity and temperature. The humidity chamber provides a means of replicating the environment in which the product can actually be used. Thus, it is a very important tool to aid industries in creating better products and ensuring compliance with industry standards.