It's important to be aware of how absorptiveness, quality of material used and changes in temperature and humidity can affect your packages when you're shipping them over long distances. Unfortunately, sometimes packages are left unattended and exposed to extreme variations in temperature and humidity, which can cause damage, breakage or product-ruining mildew.
To avoid these potential problems, it's best to use high-quality packaging materials that are designed to protect your products from damage. Additionally, you should conduct quality control testing to analyze the impact of moisture, temperature and humidity on your packaging.
In order to ensure that your packages arrive in the same state as when they left, it is important to take absorptiveness into account. This means that the materials used to package your products can protect them from changes in temperature and humidity, as well as from potential damages while in transit.
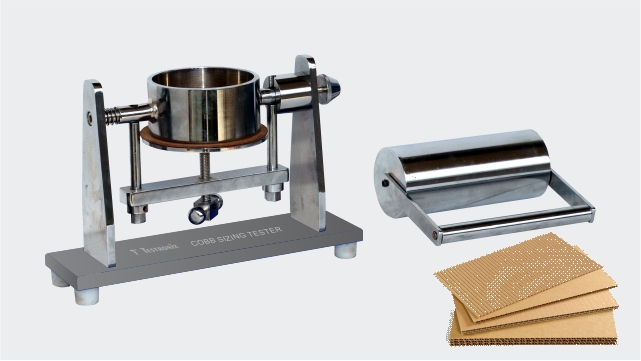
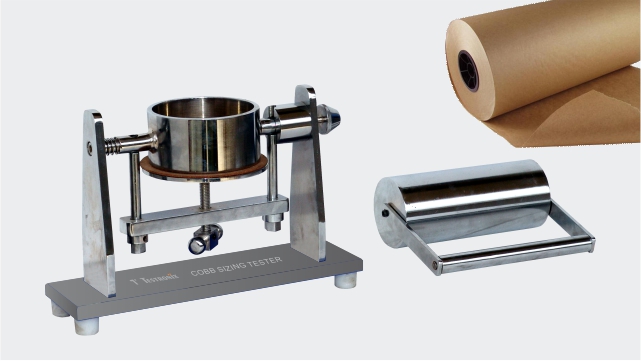
Cobb Sizing Tester
A packaging process requires regular checks to ensure quality results. The Cobb Sizing Tester is of great value to the paper and packaging industry.
- The instrument tests the liquid absorption capacity of paper, corrugated sheets, fiber boards, and other packaging material.
- To determine the water absorption by the paper in the given time, Cobb Sizing Tester is used as a standard.
- The test measures the amount of water absorbed by the paper in a defined time period and reports it in cobb units.
Water absorptiveness is an important property for many grades of paper that are used for packaging. For example, high-grade printing and writing papers have low absorbency to prevent “bleeding” of ink from one side of the paper to the other. In contrast, lower-grade packing papers have higher absorbency to enable them to hold more moisture without disintegrating.
The Cobb test is used to control and optimize the manufacturing process for these different grades of paper. In addition, the test can be used to investigate or troubleshoot problems that occur during production. For example, if an unusually high number of packages are rejected due to leaking, the Cobb test can be used to identify the cause of the problem.
Uses of Cobb Sizing Tester
Quality control is an essential part of any packaging process. A Cobb Sizing Tester is a valuable tool for ensuring quality results. The instrument tests the liquid absorption capacity of:
- paper,
- corrugated sheets,
- fiber boards, and
- other packaging materials.
By determining the water absorptiveness of the paper in a given time frame, the Cobb Sizing Tester helps to ensure that packaging materials meet quality standards. In addition to regular checks, the Cobb Sizing Tester can also be used to troubleshoot problems with absorbency or sizing. As a result, the Cobb Sizing Tester is an essential tool for any paper or packaging industry professional.
The cobb sizing tester is used to test the water absorption of a material. The cobb sizing tester is used to determine the degree of compactness or aggregation of cellulosic fibers. It is an indirect method of measuring the specific surface area of paper and paperboard.
Principle & Method of Cobb Sizing Tester
The cobb method is based on the principle that a porous body will absorb a liquid to a greater extent if its pores are larger. This test uses water as the penetrant. The cobb test provides information on the ability of the paper to absorb ink and its printability. It is also used to predict shipping container dunnage requirements, as well as staining potential by certain dyes and/or compounds. The cobb test is rapid, simple and relatively accurate.
- The test sample is pre-weighed on a balance and placed inside the cobb equipment when it is dry. The cobb sizing tester is a standard method for determining the water absorption of paper and paperboard.
- The cobb test involves pre-weighing a sample on a balance, and then placing it inside the cobb equipment when it is dry.
- A fixed amount of water is filled into the cylindrical container, and the time is noted on a stopwatch.
- Once the test time is over, the sample is taken out and the excess of water is drained out using a roller. After that, the weight of the sample is taken.
- The difference in the weight of dry and wet sample gives the cobb value.
This cobb value can be converted to percent by multiplying with 100. The cobb test is widely used because it is relatively simple and accurate. It can be used to determine the water absorption of different types of paper and paperboard.
Thus, the cobb sizing tester is accurate equipment used to determine the absorbency of a given sample of paper. In order to obtain accurate results, it is important to follow the specified method carefully. As mentioned above, this method is based on measuring the difference in the weight of the wet sample is taken and comparing it to the weight of the dry sample. This difference provides an indication of absorbency. When using this method, it is important to ensure that all variables are kept constant in order to obtain accurate results.
Summary
In conclusion, the cobb sizing tester is quality control equipment that is in demand for accurate results and reasonable rates. It is widely used to determine the water absorbency of paper and paperboard. It is an important test for many industries such as textile, food packaging, and pharmaceuticals.
The cobb tester can be used to test the porosity of fabrics, paper towels, and other materials. The cobb tester can also be used to test the wettability of textiles and paper. The cobb tester is used to determine the moisture content of paper and paperboard. It is an important test for many industries such as food packaging and pharmaceuticals.
The cobb sizing tester is quality control equipment that is used to measure the water absorbency. The cobb sizing tester is a portable and easy-to-use instrument that is very user-friendly. The test equipment is very affordable and is a great investment for any business that wants to improve its quality control procedures.